Part 8: real time progress
A few weeks ago my big blue box came home from the hospital. Diagnosis was a bad torch. Although not common, I guess they can go bad after 25+ years of use. While the machine was apart, they also replaced the rectifier bridge, the high frequency points and few other routine maintenance parts. It seams to be working well again. Hopefully good for another 25 years of use.:thumbup
 20210115_133052
20210115_133052 by
andbike, on Flickr
So on with the sub-frame reconstruction. At the same time I'll be changing the tank and seat to one generation newer. I just like the styling a little better on the '03-'05 R6 tank. The tank mounts are identical to the earlier style tank, but the seat mounting is different. This means that I can't simply copy the original sub-frame.
'03-'05 R6 tank and seat:
 20210123_143333
20210123_143333 by
andbike, on Flickr
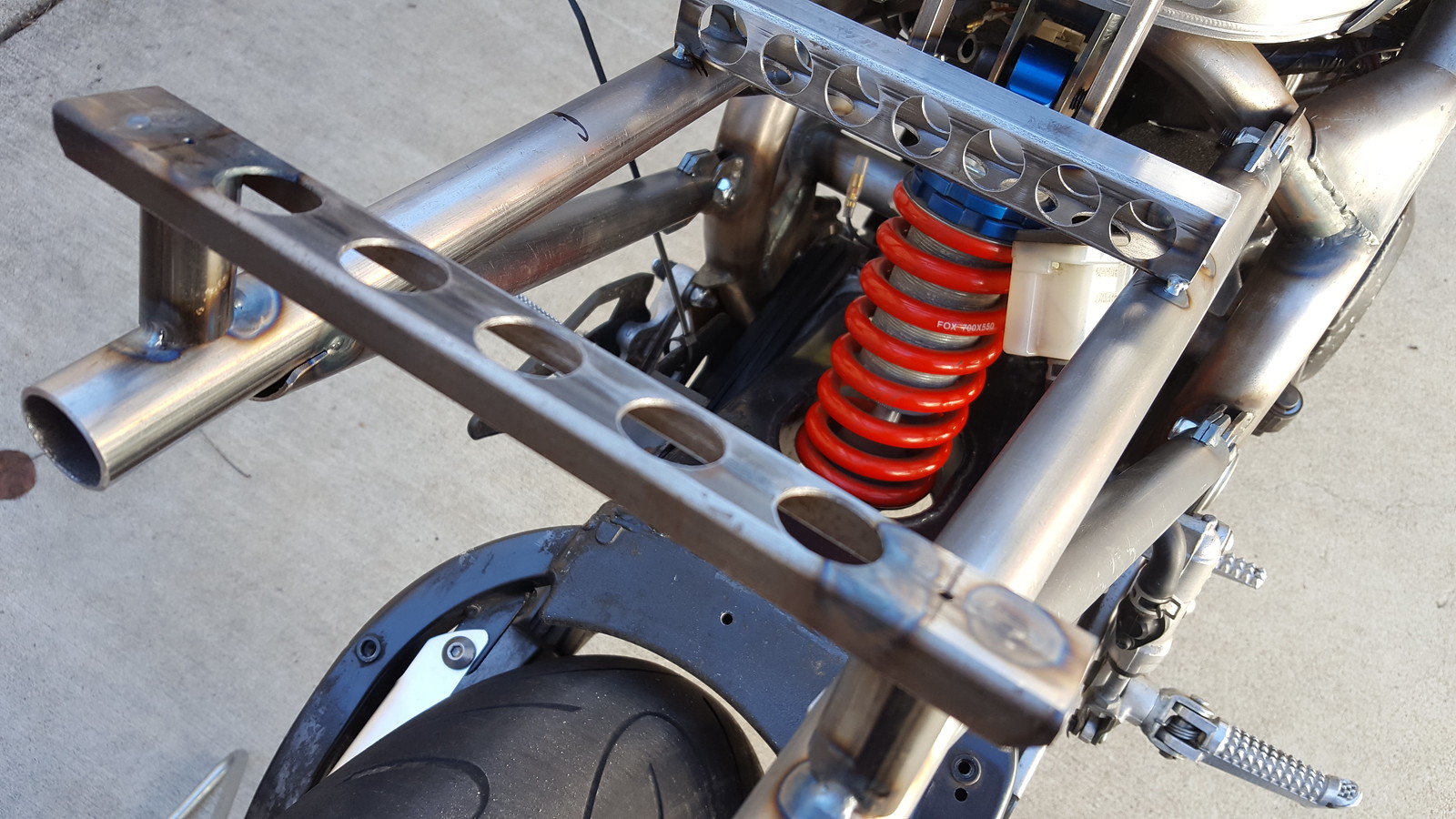
To aid in the construction I'll start by building a fixture off of the original sub-frame so that I can easily replicate the frame mounting positions and the tank mount.
Original sub-frame and construction of the fixture:
 20210123_143049
20210123_143049 by
andbike, on Flickr
 20210123_143130
20210123_143130 by
andbike, on Flickr
The fixture is now ready with locating features for the frame mounts and rear tank mount. I can begin building the new sub-frame.
 20210129_161421
20210129_161421 by
andbike, on Flickr
 20210130_150049
20210130_150049 by
andbike, on Flickr
 20210130_150058
20210130_150058 by
andbike, on Flickr
First test fit on the bike looks good!
 20210130_162455
20210130_162455 by
andbike, on Flickr
And very rough mock-up of seat position.
 20210130_162839
20210130_162839 by
andbike, on Flickr
I have a fiberglass tail that I will likely be using. Or I should say that I plan to use a modified version of. The tail looks surprisingly similar to one from a Honda RS125, although when compared side by side the Honda seat is much smaller. This tail is from Airtech and is for a KTM cup bike, although it also looks exactly the same as the tails offered by BeOn with their 450GP chassis kits. Anyway, I like the basic shape. It will need to have the seat area cut open to fit around the R6 seat. At some point I will re-sculpt the overall shape a bit just so it isn't an exact copy, and also to so that is looks more compatible with the R6 tank styling.
Here's a quick mock up with the tail in place. I really like how this is going to look!

arty
 20210130_163455
20210130_163455 by
andbike, on Flickr
 20210130_163521
20210130_163521 by
andbike, on Flickr
Next is to add seat supports and mounting details. Since the '03 seat is different than the '02 seat, this will be back to some trial and error. There will be two supports. One across the front and one across the rear of the seat. Once I'm confident with the position (height) then I add the securing features.
 20210201_122101
20210201_122101 by
andbike, on Flickr
 20210201_122117
20210201_122117 by
andbike, on Flickr
 20210201_123106
20210201_123106 by
andbike, on Flickr
I can now sit on the bike and the seat position feel really good. For some reason all of my sport/road race bikes seam to end up with tall seating positions. When measured at the middle of the seat, the height is about 33". If I really wanted to I could bring the seat down by 1/2". I could also tip the back of the seat down a bit, but it feels really good when sitting on the bike with feet on the pegs. Lowering it at this point would be a significant amount of work for minimal gain... and I'm okay with this position for now.
 20210201_122209
20210201_122209 by
andbike, on Flickr
The seat height is primarily dictated by alignment to the tank and the rear of the tank is located just above the upper shock mount. So without a major re-design of the rear suspension there isn't much room for bring the tank and seat much lower. When I build the second batch of frames (with the above discussed re-design) I'll take another look at the seat height issue. Reviewing spec sheets I see a lot of sport bikes with 30" to 32" seat heights. My AK-1 race bikes have the same seat position at 33" and never had any issues and they have won a lot of races. What do you folks think... is 33" too high for a sport bike?:dunno
Stay tuned...



